熱伝導度
アルミ押出形材に関する設計の注意点をまとめていただきました。
一部には???と思う部分もありますが、とても良くまとめられていています。
アルミヒートシンクの設計における注意点は、効率的な放熱を実現し、電子機器などの温度上昇を抑制するために非常に重要です。以下に、主要な注意点をまとめました。
1. 熱伝導と熱抵抗
- 材料の選択:
- アルミは比較的熱伝導率が高い材料ですが、用途に応じて最適な合金を選択することが重要です。
- 熱伝導率が高いほど、効率的に熱を移動させることができます。
- 熱抵抗の最小化:
- ヒートシンクと発熱源との間の熱抵抗を最小限に抑えるために、密着性を高める工夫が必要です。
- 熱伝導グリスや熱伝導シートなどを適切に使用することで、熱抵抗を低減できます。
2. 表面積と形状
- フィン形状と配置:
- フィンの形状(板状、ピン状など)や配置(間隔、高さ)は、放熱性能に大きく影響します。
- 表面積を増やすために、フィンを適切に設計することが重要です。
- 空気の流れを考慮し、効率的な対流を促進する形状を選定します。
- 表面処理:
- アルマイト処理などの表面処理により、表面積を増やし、放熱性を向上させることができます。
- 表面の粗さも放熱性に影響するため、適切な表面仕上げを選定します。
3. 空気の流れ
- 自然対流と強制対流:
- 自然対流を利用する場合は、空気の流れを妨げないように、ヒートシンクの配置や形状を工夫する必要があります。
- ファンなどによる強制対流を利用する場合は、風量や風向きを考慮し、効率的な冷却を実現します。
- 空気抵抗の低減:
- 空気抵抗を低減することで、風量を確保し、冷却効率を高めることができます。
- フィンの間隔や形状を最適化し、空気の流れをスムーズにします。
4. 設計上の制約
- 設置スペース:
- ヒートシンクのサイズは、設置スペースによって制限される場合があります。
- 限られたスペース内で、最大限の放熱性能を発揮できる形状を設計する必要があります。
- 重量:
- ヒートシンクの重量は、製品の重量増加につながるため、軽量化も考慮する必要があります。
- 軽量で高強度のアルミ合金を選定し、形状を最適化することで、重量を低減できます。
- コスト:
- ヒートシンクの製造コストは、形状や材料によって大きく異なります。
- 性能とコストのバランスを考慮し、最適な設計を選定する必要があります。
5. その他
- 環境条件:
- 使用環境の温度や湿度、塵埃なども考慮し、適切な設計を行う必要があります。
- 高温多湿な環境では、耐食性の高い材料や表面処理を選定します。
- 発熱源との接触:
- 発熱源との接触面積を大きくすることで、効率的に熱をヒートシンクに伝達できます。
- 接触面には熱伝導グリスなどを塗布し、熱抵抗を低減します。
これらの注意点を考慮することで、効率的で信頼性の高いアルミヒートシンクを設計することができます。
2025年4月10日 9:00 AM | カテゴリー:アルマイト, アルミ押出し材, ヒートシンク・放熱板, 切削加工, 協力メーカー 技術紹介, 熱伝導度, 熱伝導率, 表面処理, 電子基板
アルミヒートシンクを小ロットで調達する場合の、重要な注意点をまとめてみました。。
これらの点を考慮することで、コストを抑えつつ、必要な品質のヒートシンクを効率的に調達できます。

ヒートシンクの小ロット調達
1. 仕様の明確化と標準品の活用
サイズ、形状、材質、熱抵抗値、表面処理、取り付け方法など、詳細な仕様を明確にしましょう。
用途・仕様が明確であれば、見積もりや製作もスムーズに進みます。
カスタム品はコストが高くなりがちです。まずは標準品で要件を満たせるか検討しましょう。
ヒートシンクメーカーのカタログなどを参考に、最適な標準品を探しましょう。
図面がなくとも、スケッチでも構いません。
2. 加工法の選定
弊社では、標準品を活用し、一個からでもカスタム対応致します。
特殊形状で小ロットの場合、切削加工は金型が不要なため切削加工が適しています。
生涯ロットが500個を超えるなら、押し出しの専用型を検討しましょう。
生涯ロットが5,000個を超えるなら、ダイカスト化を検討しましょう。
試作の場合には、量産の材質との兼ね合いを十分に検討しましょう。
材質によって、熱伝導率に大きく差がありデータに大きく影響します。
3. コストと納期
複雑な形状は加工コストが高くなります。シンプルな形状にすることでコストを抑えましょう。
汎用性の高い材料や表面処理を選ぶことで、コストを抑えられる場合があります。
納期に余裕があるに越したことはありませんが、お急ぎの場合でも出来る限りの対応をいたします。
4. 品質管理
要求品質については事前にご教示ください。
検査項目については、予め設定の上ご教示ください。
これらの留意点を考慮することで、小ロットでも高品質でコスト競争力のあるアルミヒートシンクを効率的に調達できます。
弊社では、標準品のカスタムから、アルミ押し出しヒートシンクの専用型での対応、アルミダイカスト、切削対応、板金放熱板など、あらゆる加工法に対応しております。
防衛装備品使用の表面処理も含めたワンストップ体制を構築し、多くの皆様にご活用いただいております。
お客様のご要望に応じ、業界歴30年のベテランが最適な調達プランをご提示しながら、お話を進めさせて頂きます。
ヒートシンクに限らず、アルミ押出形材の小ロット対応や二次加工に表面処理対応、組付け作業も可能ですので、お気軽にお問い合わせください。
ご連絡お待ちしております。
(問い合わせ先)
担当 : 坪谷(ツボヤ)
Mail : sales @ mspjpn.com
電話 : 045-633-1056
2025年3月17日 9:00 AM | カテゴリー:ASSY加工, アルミ押出し材, アルミ櫛形ヒートシンク, オリジナル商品, ダイカスト, ヒートシンク・放熱板, 切削加工, 加工豆知識, 板金加工, 熱伝導度, 熱伝導率, 簡易加工, 表面処理, 設計
今回はヒートシンク案件でのお問い合わせを頂きました。
「サイズは大きく出来ないけど性能を向上させたい」
と言うご要望です。
材質を純アルミ系にすれば性能は上がるけど、その前に出来ることはまだあります。
現行品を活かした単純工法を提案しました。
お客様の社内で検討した結果
と連絡があったので、GW明けから取り掛かります。
MSPには、30年以上積み重ねてきた様々な工法に対する経験と知見があります。
ヒートシンクと言っても、様々な方法で作られます。
アルミ押し出し材を活用した櫛形ヒートシンク
アルミや銅の板を利用した放熱板タイプ
鋳物やダイカスト工法で作るヒートシンク
ブロックから削り出す工法のヒートシンク
各工法の美味しい所が使える様に提案するのが、MSPの仕事です。
設計初期段階よりお手伝いさせて頂くことにより、その美味しい部分を最大限活かし無駄なコストを排除してメリットのある調達に結び付けて頂きたいと思っております。
ヒートシンクに限らず、MSPでは各工法に美味しい部分を利用して頂きたいので積極的に使用環境などを確認させて頂きます。
「他の商社はそんな事聞いてこないよ!」とお叱りを受けることもありますが、右から左に流すだけの仕事をするつもりはないので、お叱りを受けても聞くようにしております。
そんな面倒臭い系の技術商社で良ければ、お困りごとをご相談下さい。
様々な工法の協力会社とタッグを組み、必ずお役に立てる提案が出来ると思います。
お問い合わせをお待ちしております。
============
担当 : 坪谷
電話 : 045-633-1056
Mail : sales@mspjpn.com
============
2022年4月26日 11:26 AM | カテゴリー:アルマイト, アルミ押出し材, ダイカスト, ヒートシンク・放熱板, 切削加工, 熱伝導度, 熱伝導率, 表面処理
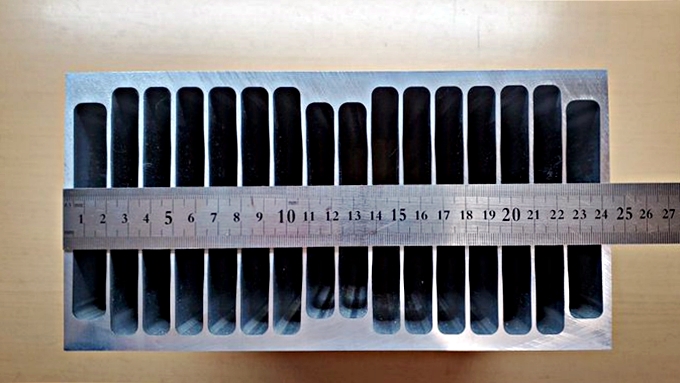
今回は、あまりお目にかかることのない形状「124CB244」に加工を行いました。
1mで24.25kgもあるので、安全な輸送のための梱包など普段以上に気を使いました。
本来ならドヤ顔で加工品の写真をアップしたいのですが、それは許されるはずもなく・・・
断面だけなら問題ないので
124CB244 類似品
弊社では、標準的な櫛形ヒートシンクの在庫を適宜保有しながら対応させていただいております。
フィン高さ 12、21、30、40
最近お引き合い頂きました例を上げますと
(ご理解頂きやすいように某メーカー様の呼称で表記します)
12BS196
12BS301
20BS146
30BS074
40BS165
この様な標準サイズを素に、お客様が設計された形状へと加工致します。
幅詰め、切り欠き、平面精度仕上げ、穴あけ、タップ、タップ強化、通電マスキング、アルマイト、塗装
ヒートシンクの加工を一通りお任せ戴ける体制をとっております。
小ロットから対応可能ですので、ヒートシンクでお困りの事があればご連絡下さい。
============
担当 : 坪谷
電話 : 045-633-1056
Mail : sales@mspjpn.com
============
2021年9月16日 5:57 PM | カテゴリー:アルマイト, アルミ押出し材, イリサート, ヒートシンク・放熱板, 会社情報, 材料について, 熱伝導度, 熱伝導率, 電子基板
引き続き、ヒートシンク関連のお引き合いを多く頂いており感謝申し上げます。
お問い合わせ頂く中での質問で、ザックリまとめると多いのが以下のことです。
「どの製法で作るのが安く出来ますか?」
ヒートシンクと言っても、形状は様々です。
板を曲げただけの放熱板であったり
切削で作り込むような放熱ケースであったり
アルミ押し出し材をカットして穴をあけるだけの櫛形だったり
用途によって様々です。
回答を、簡単にするならば以下の通りになります。
放熱部の形状が単純で、平面度を極端に要求しないモノと言う前提で
生涯ロットが5,000個を超えるのであれば「アルミダイカスト」にした方が安いです。
しかし、コレには落とし穴もあります。
アルミダイカストの標準的な材質である「ADC12」がネックになります。
一口にアルミと言っても、その材質により熱伝導率に大きく差が出ます。
参考までに、主要な材質の熱伝導率を確認してみましょう。
(単位:W/m/k)
◯=アルミ板からの切削
◆=アルミ押出し材
▲=アルミダイキャスト材
◎=参考値
◯ A5052 138(切削ヒートシンクに多用されている)
◯ A6061 155~184(切削でA5052よりは改善が見込める)
◆ A1050 225(板金物の放熱板に使用)
◆ A6063 209(アルミ押し出し材ヒートシンクに多く利用)
▲ ADC12 92(アルミダイカストのメイン材質)
▲ DMS5 150(アルミダイカスト用高伝導率材質)
▲ HT-1 175(アルミダイカスト用高熱伝導材質)
◎ 金 310 *参考
◎ 銀 420 *参考
◎ 銅 401 *参考
◎ 真鍮 110 *参考
◎ 鉄 50 *参考
ご覧頂いた通り
アルミダイカストに利用するADC12と、アルミ押し出し材に利用するA6063では、2.3倍もの開きがあります。
これは、同じ形状でも放熱性能にその差が反映されるということです。
それを解消するには、アルミダイカストでも熱伝導率の良い材質を選択する必要があるということです。
逆に言えば、ADC12を前提で設計していた部品の小型化も材質変更により可能ということになります。
DMSシリーズやHT-1と言った、純アルミ系のダイカスト用合金は、どのダイカストメーカーでも取り扱っている訳ではありませんし、湯流れの問題などによりそれなりの設計ノウハウを要します。
弊社で、アルミダイカストで放熱性を重視せざるを得ない部品には「HT-1」を推奨しており、取扱実績の中で成形性の面でも確認が取れており、安心して納入できる体制もあります。
また他社ではロット数が1000個以上でないと対応頂けないような案件でも、一定の条件は付きますが、弊社では現場と相談をしながら500個/回レベルでの対応も致しております。
とここまで書いておいてなんですが・・・
形状によっては、何万個あってもアルミ押し出し材を切断して使った方が安い場合もあります。
用途や形状、寸法公差など様々な条件を基に総合的に判断し、最適な生産工法の提案をさせて頂きます。
まずは、構想形状の段階で是非ともご相談下さい。
設計が終わってからですと、本来一番安い工法があっても対応できず、高いのモノづくりになってしまう可能性があります。
誰かが損をする安値ではなく、理屈の通る安値を目指し提案させて頂きますので、まずはご連絡下さい。
あらゆる観点から導き出した最適なご提案をさせて頂きます。
本日は、ダイキャストの件をメインにご説明させて頂きました。
アルミ押出し材櫛型ヒートシンクや、大型の切削ヒートシンクについても、放熱部品一筋25年間のベテラン営業マンが対応致します。
放熱関係の部品で、コストダウンでお困りの際には、気軽に問い合わせ下さい。
電話 045-633-1056
FAX 045-633-1051
mail sales<@>mspjpn.com
※お手数ですが、メールの際には@前後の<>を消して送信下さい。
2021年2月24日 2:01 PM | カテゴリー:ダイカスト, ヒートシンク・放熱板, 切削加工, 熱伝導度, 熱伝導率, 簡易加工
「標準品じゃないんですが、2個だけ欲しいんです」
そう言うお問い合わせを頂く機会が増えています。
そんな時MSPでは標準品の高さを詰めたり、幅を詰めたりして使えないか提案させていただきます。
まずは、どの様なサイズが必要なのかご連絡下さい。
それに対応する標準品の近似サイズを探します。
幅詰め等を行った製品で良ければそのままお使いいただけます。
もちろん、取り付け穴加工や切り欠きなど必要な加工に表面処理もお任せ頂けます。
そのサイズで仕様を満足させることが出来なければ、カスタム品を切削で作る事も可能です。
最適なヒートシンクをお探しであれば、MSPまでご相談下さい。
お気軽にご用命をお待ちしております。
(お問い合わせ先)
営業担当 : 坪谷・伊藤
HP http://mspjpn.com/
mail sales@mspjpn.com
電話 045-633-1056
2020年1月27日 1:51 PM | カテゴリー:アルミ押出し材, ヒートシンク・放熱板, 切削加工, 熱伝導度, 熱伝導率

以前行ったある講演レジュメの叩き台を公開・・・
「アルミ押出形材」ってなに?
業界の方でも知らない方が多いのですから、一般の方は、普通にそう思うでしょう。
しかし、日本人なら誰もが毎日のように目にしているんですよ!
多くの人が、手に触れている可能性が非常に高いんです。
そんな身近にあるのに、よく知られていない加工法が「アルミ押出形材」なんです。
みなさんの身近な製品「アルミサッシ」が、この工法で製作されているんですよ。
ビルの外壁や、電車の荷棚にも使われています。
大型トラック荷台のアオリにも使われています。
新幹線の構造材や、自動車のバンパーだったりカメラの三脚や、オフィスのパーテーションの枠だったり
本当に多種多様な場所に利用されています。
パソコンのCPUを冷却する為に使われるヒートシンクなんかもあります。
毎日のように触ってませんか?
周りを見渡して、探してみて下さい。
街なかでも必ず目に触れるものです。
アルミ押し出しは、アルミの成形性がいい特徴を活かした量産効果の高い素晴らしい工法です。
しかし、素晴らしい半面デメリットもあります。
大前提として、金型投資が必要になります。断面積の小さな形状で、最低でも25万円以上必要です。
業界の常識で言えば最低ロット300kgを求められます。
切削加工に比べれば精度が出にくい。
代表的なA6063と言う合金は、強度がさほどない。
などの欠点もありますが・・・
これを凌駕するレベルでのメリットが多数あるので、みなさんが気が付かないうちに手の取るくらい普及しています。
こんな素晴らしい工法を持っろ少ないロットで利用したいと言う声にお応えして対応しているのがMSPなんです。
押し出し設計未経験の方でも、希望の形状や使い勝手をご教示頂き、対応可能な形状をご提案する事も可能です。
・切削品をもっと低コストにしたい
・板金加工品を集約して効率化を図りたい
・デザイン的に押し出しでカバーを作りたい
様々なご要望を頂き、一つ一つご検討させて頂いております。
アルミ押し出し材でお困りの方は、お声掛け下さい。
個人様でも対応しています。
個人事業主の方が他では相手にされなかったと言ってMSPにご連絡いただくケースは多いんです。
法人でも個人でも、ものづくりをしている事に差はありません。
デザイナーやクリエイターの方が沢山いらっしゃいます。
素材だけではなく、二次加工やアルマイトに塗装、簡易的な組付けまで一括で対応致します。
正式図でなくても結構です。
製作可能な形状を一緒に作り上げましょう。
まずは、お気軽にお声掛け下さい。
<a href=”http://mspjpn.com/” target=”_blank”>株式会社エムエスパートナーズのホームページ http://mspjpn.com/</a>
ホームページをご覧いただき、問い合わせフォームからでも構いませんし、お電話でも構いません。
一緒に楽しいものづくりをしましょう。
ご連絡お待ちしております。
これをベースに、アルミ押し出し材未経験者へ30分間でアルミ押し出しの魅力を伝えました。
地道にこう言う活動もしながら、アルミ押し出し材を利用する方を増やして行ければなと思っています。
2019年3月12日 11:05 AM | カテゴリー:アルマイト, アルミ押出し材, オリジナル商品, ショットブラスト, バフ仕上げ, ヒートシンク・放熱板, 切削加工, 外観仕上げ部品, 材料について, 熱伝導度, 熱伝導率, 社内加工, 簡易加工, 表面処理, 講演
年明け早々から、ヒートシンクに関するお問い合せを多数戴いております。
一例を申し上げますと、アルミ押し出しを利用した設計をされておりました。
断面幅が300mm近くあり、そのまま生産すると金型の投資費用が180万円近辺になると思われる形状です。
生涯ロットを確認させて頂きました所、500個程度だろうと言うお話でした。
このお話をベースで計算しますと金型償却費用で3600円/個となります。
一度金型を作ってしまうと設計変更も容易ではありません。
あらゆる前提条件を踏まえ、MSPからは標準の櫛形ヒートシンクと板金部品の組み立てで部品を作成する案を提示させて頂きました。
総コストはさほど開きがなく、初期投資の必要がなく、設計変更の自由度がアップするメリットがあります。
現在お客様にご検討頂いておりますが、好感触を得ております。
この様に、MSPではお客様が最終的に望まれる要件を加味しながら様々な提案をさせて戴いております。
ヒートシンクの調達でお困り事がありましたら、是非一度お問い合わせ下さい。
長年の知見を踏まえた上で、最適なご提案をさせて戴きます。
皆様からのお問わせをお待ち申し上げております。気軽にご連絡下さい。
(お問い合わせ先)
営業担当 : 坪谷・伊藤
HP http://mspjpn.com/
mail sales@mspjpn.com
電話 045-633-1056
2018年1月19日 11:40 AM | カテゴリー:ASSY加工, アルマイト, アルミ押出し材, ダイカスト, ヒートシンク・放熱板, 切削加工, 材料について, 熱伝導度, 熱伝導率, 社内作業, 表面処理

2017年目標の漢字
謹賀新年
新年明けましてあめでとうございます。
旧年中は、ひとかたならぬご配慮を賜り厚く御礼申し上げます。
皆様におかれましても、天候にも恵まれ健やかな年明けを迎えられたのでは無いかと推察しております。
無事2017年を迎えられましたのも、ひとえに皆様のご好意の賜物と心より御礼もうし上げますと共に、より一層皆様のお役に立てる営業スタイルを目指して精進して参ります。
MSPの2017年の目標を一文字で表すシリーズで「断」が選ばれました。
参考までに、2016年は「生」、2015年は「道」2014年は「進」でした。
それぞれの年に、それぞれの言葉を胸に進んでまいりました。
2017年のMSPは次のステージに向け、ニッチな世界ではありますが小さくて大きな一歩を踏み出します。
素材調達、二次加工、表面処理、組付けでアルミ押し出し材に関わる全てのワンストップで対応させて戴くだけでなく 、その周辺部品にご利用されている加工部品も含め、より積極的に受注活動を展開して参る所存です。
また様々な背景から昨年までは遠慮をしていた業界にも、社員と協議を重ね足を一歩踏み入れる事と致しました。
MSPの優秀な協力会社のポテンシャルを最大限活かす為にも、是非ともチャレンジしていかなければならない業界だと思っています。
これはある意味で「継」に通ずることで、「決断を下す」「継続させる」「無駄な気遣いを断捨離」する事になるのだと思います。
残念ながら、創業2004年のMSPは、歴史、規模、資金力のどれをとっても、老舗の商社に敵うものはありません。
しかし、老舗商社にないMSPならではのストロングポイントがあります。
それは、協力会社の経営者仲間はみな若く、まだまだ現役でビシビシと仕事をしなければならない点です。
創業者もいれば、二代目、三代目の経営者で、40代を中心として、チャレンジングスピリットに溢れる、お金や仕事だけでは繋がる事の出来ない仲間がいます。
お互いが切磋琢磨し、日本の製造業を盛り上げようと真剣に考える仲間ばかりです。
この仲間がいる限り、今年の目標をクリアするのは容易いと確信しております。
また、弊社社員が昨年末から立ち上げていた案件も順調に推移しているので、その楽しみが目白押しです。
創業14年目を迎える時期になっても、貧乏暇なしに変わりはありませなが、14年目も一所懸命頑張りますので皆様からの暖かいご指導ご鞭撻を宜しくお願い申し上げます。
末筆となりましたが、皆様のご健康とご多幸、商売繁盛をお祈り申し上げます。
株式会社エムエスパートナーズ
代表取締役 伊藤昌良
2017年1月5日 9:00 AM | カテゴリー:ASSY加工, HPに関する情報, アルミ地金(NSPルール), アルミ押出し材, イリサート, オリジナル商品, ゴム製品, ショットブラスト, ダイカスト, デジタルモールド, バフ仕上げ, ヒートシンク・放熱板, マグネシウムダイカスト, マグネシウム合金, 亜鉛ダイカスト, 代表のメッセージ, 外観仕上げ部品, 樹脂加工, 熱伝導度, 熱伝導率, 真鍮(黄銅), 社内加工, 簡易加工, 表面処理
いつも、MSPブログに訪問頂きありがとうございます。
もう9月ですね。代表の伊藤です。
今日は、チョットへそ曲がりな投稿になります。
今回は「MSPは、面倒な商社です」と言う、???題名です。
PRが目的なのに、「面倒」なんて書いたら駄目でしょ!
普通は、そう思いますよね。
しかし、MSPは本当に面倒な技術商社なんです。
特に、初めてのお客様に対してはその傾向が高いです。
その理由は簡単です。
初めてのお客様は、当社を美味しく使う方法をご存じないからです。
MSPには素晴らしい協力会社から多くのサポートを受けながら営業活動
をさせて戴いております。
この協力会社群は、それぞれ特色があります。
同じ工法を採用していても、一番美味しい部分は千差万別です。
お客様が今まで経験された方法を基に設計された部品を、MSPでも
同じ様にご希望のコストで対応できるかはまた別の話です。
また、MSPは以下の様な公式でお客様へ最大限の付加価値をご提供
出来る様に努めております。
お客様 x (協力会社 x MSP) = 無限の可能性
この公式の大切な部分は、お客様も一緒に入っていると言うことです。
お客様のご協力無くして無限の可能性を追求する事は不可能です。
我々側だけで追いかける可能性は、ある意味において・・・
MSP側でも、お客様側でも、勝手に自己満足活動しているだけです。
三人寄らば文殊の知恵ではないですが、この公式には三人(社)が
入っているので色々な知恵が湧いてきて当たり前なのです。
どうか、一緒に考えさせて下さい。
どうか、一緒に考えて下さい。
我々は、お客様の喜びが無い限り、売上も利益も得られないと言う事を
身に沁みて感じております。
決して騙すとかそんな姑息な事はしません。
三社がバランスよく利益を得る中で、お客様の力が最大化する方法を
必死に考え提案させて戴きます。
なので、考えるための情報を出来るだけ沢山下さい。
情報が少ない依頼は、その仕事に対する入れ込み方が少ないのでは
無いでしょうか?
我々は常に全力で受注する為に考動します。
なので「見積りだけ取ろう!」的なニュアンスはどんなにオブラートに
包んでも感じてしまうんです。
また、情報が少なくても受注出来てしまった案件は、高い確率で
クレームが発生したりします。これは当然の結末ですね。
世の中では、景気悪化に伴いエゴ見積りが飛び交い始めました。
少しでも安ければ、他社へ転注する為の見積りです。
義理人情は通じない時代なのは知ってます。
でも・・・
MSPは、明確な理由のない既存品の見積りはお断りしています。
仮にコストダウンしたいのであれば、目標コストを提示して頂く様に
依頼します。
既存品には当然ながら現行コストがあり、コストダウン要求には
目標コストがある筈です。
コチラは、品質と納期をそのコストでクリア出来るか検討するのが
後々に問題を残さない検討方法です。
なので、指し値のない現行品切り替え見積りはお断りです。
それが例えP社やT社だとしても、この姿勢に変わりはありません。
新規立ち上げ品は、なるべく初期段階から、設計初期段階から
お声がけ戴ける様にお願いしています。
品質と納期を守れる最適な工法を選択し、適正なコストを追い求め
ないかぎり安い部品は手に入りません。
こんな風に、MSPってとっても面倒くさい技術商社です。
その分お付き合い戴ければ、総合的にお得な技術商社だと自負
しております。
こんな面倒な技術商社でよろしければ、是非ともお声がけください。
面倒くさい技術商社の代表 伊藤の戯れ言でした。
皆さまからのお問い合わせをお待ち申し上げております。
(取り扱い分野)
- アルミ押出形材に関する全ての加工
- 旋盤加工部品
- マシニング加工部品
- 複合加工部品
- ザス型によるプレス絞り加工
- 冷間プレス鍛造部品
- アルミダイカスト、アルミ鋳物
- 樹脂インジェクション成形
- ゴム成形
- 精密バネ
- 表面処理
- 組付け加工
(お問い合わせ先)
営業担当 : 坪谷・伊藤
HP http://mspjpn.com/
mail sales@mspjpn.com
電話 045-633-1056
FAX 045-633-1051
2016年9月1日 5:24 PM | カテゴリー:アルミ押出し材, イリサート, オリジナル商品, ゴム製品, ショットブラスト, ダイカスト, デジタルモールド, バフ仕上げ, ヒートシンク・放熱板, マグネシウムダイカスト, マグネシウム合金, 亜鉛ダイカスト, 代表のメッセージ, 切削加工, 協力メーカー 技術紹介, 外観仕上げ部品, 樹脂加工, 熱伝導度, 熱伝導率, 真鍮(黄銅), 社内加工, 簡易加工, 表面処理
次のページ »