アルミ押出し材
2024年も早いもので既に6月に入りました。
お疲れ様です。代表の伊藤です。
梅雨も近づき、ジメジメとした季節が目の前に迫っています。
ジメジメした話は気候に限ったことではありません。
円安、物価高を背景に厳しい経営環境に耐えきれず、廃業を選択せざるを得ない町工場が増えています。
そう言う背景があってと思いますが、春以降お困りごとのお問い合わせが続いております。
・材料のことも知らず、図面も読めない会社が多く相談にならなくて困っている。(受注)
・電子部品の開発には優秀な技術者がいるけど、機構部品の設計や調達の出来る社員が居ないから手伝って欲しい。(開発中)
・設計したけど、この加工法を選択すれば良いかわからず、板金加工で良いのに切削加工で作る流れを作られ困っている。(アドバイスして協力会社を紹介)
・スケッチしかないけど相談に乗ってくれるか?(作図し試作を納品)
・小ロットで1個10万円と言われたが妥当かどうか知りたい。(4万円でも利益出ました)
・板金と切削部品でケースを作るのに、組み立て構造を一緒に考えて欲しい。(担当者お悩み中)
MSPは商社ですが、設計からお手伝いさせて頂く事が可能です。
全てを解決できるとは申しませんが、最低でも最適に近い方向性は示せると思います。
ある取引先様とは顧問契約(顧問料あり)を結び技術的なアドバイスをさせて頂きながら、一緒にものづくりをさせて頂いております。
MSPの考えるこれからのものづくりは、組み立て性の向上による総合的なコストダウンを設計段階から考慮する必要が高まっていると考えています。
輸送費の高騰にしても、設計段階から考え1箱の梱包数を増やすこともコストダウンに繋がります。
部品代は数十円上がっても、実際に使用する現場での作業性が良ければ職人さんは自分たちの効率アップになるので選択肢に入れて頂けます。人件費の上昇分を、効率アップで吸収しようという要求は強まる一方だと思います。
3部品を1つにまとめれば組み立て工数の削減になり、発注、受け入れ、在庫、品出し等の管理工数も削減できます。
お問い合わせ頂けた際には、用途を始めとしてしつこく詳細を確認させて頂く事もございます。
それは、より良いものを無駄なく作る事で誰も苦しまずコストパフォーマンスの良い調達につなげて行きたいと言う思いが背景にあるからです。
MSPは「ヤルヤル詐欺」を商売にするつもりはありません。
難しいことへの挑戦する努力は惜しみませんが、簡単に「出来ます」「やります」「がんばります」とは言いません。
長年お経験を踏まえ条件を考慮しながら工法を検討し、用途によっては材質変更を提案し、計画の生涯ロットによっては型投資をオススメする事もあります。
アルミ押出材を有効に活用する形状で提案したり、周辺部品と一緒にダイカストの検討を提案したり、逆に型投資するのは勿体ないと別工法で提案したりします。
切削加工では、図面がマシニングセンタでの加工を前提に書かれていても、細部の設計変更でNC旋盤で対応可能な場合はその様に提案し、大幅なコストダウンを引き出したりします。
兎にも角にも、お客様や協力会社と一緒になって、ものづくりを進めていくスタイルです。
令和の時代にこんな面倒なスタイルを続けていても創業し20年間続けてこられたのは、御理解いただけるお客様と協力会社の支えがあったからなのですが、各方面にメリットをもたらし続けてきた証と自負する部分もございます。
これからも、右から左で不勉強な商社とならないよう精進してまいりますので、よろしくお願いいたします。
代表取締役 伊藤昌良
2024年6月6日 3:57 PM | カテゴリー:ASSY加工, アルマイト, アルミ押出し材, オリジナル商品, ダイカスト, ヒートシンク・放熱板, 亜鉛ダイカスト, 代表のメッセージ, 切削加工, 板金加工, 樹脂加工, 表面処理, 設計
前略
世界情勢や為替の影響を受け、資源価格の高騰が続いております。
アルミに関してもその流れからは逃れられておりません。
2022年7~9月期のNSP価格が480円/kgでした。
2020年頃に比べれば倍になっておりました。
相場モノですから、思惑含みで常に先物価格は変動していきます。
弊社が創業した2004年当時のNSPは220円kg位だったかと記憶しております。
さて、2023年7~9月のNSP価格が決まりました。
10円/kg下がって 390円/kg となります。
個人的なこの先の見通しとしては、年内は同じくらいのレベルで推移するのではないでしょうか。
余程の変動要因がなければ上昇に転じる可能性は低いと思われます。
弊社でも、アルミ押し出し形材などのアルミ材を扱っているので相場は常に気にかけております。
特にヒートシンク・放熱板などアルミの放熱特性を生かした製品のご注文が増えてきており、地金価格の推移による材料比率アップは困るのでどうにか落ち着いて欲しい物だと思います。
草々
代表 伊藤
2023年6月5日 9:05 AM | カテゴリー:アルミ地金(NSPルール), アルミ押出し材, ヒートシンク・放熱板, 地金相場
今回はヒートシンク案件でのお問い合わせを頂きました。
「サイズは大きく出来ないけど性能を向上させたい」
と言うご要望です。
材質を純アルミ系にすれば性能は上がるけど、その前に出来ることはまだあります。
現行品を活かした単純工法を提案しました。
お客様の社内で検討した結果
と連絡があったので、GW明けから取り掛かります。
MSPには、30年以上積み重ねてきた様々な工法に対する経験と知見があります。
ヒートシンクと言っても、様々な方法で作られます。
アルミ押し出し材を活用した櫛形ヒートシンク
アルミや銅の板を利用した放熱板タイプ
鋳物やダイカスト工法で作るヒートシンク
ブロックから削り出す工法のヒートシンク
各工法の美味しい所が使える様に提案するのが、MSPの仕事です。
設計初期段階よりお手伝いさせて頂くことにより、その美味しい部分を最大限活かし無駄なコストを排除してメリットのある調達に結び付けて頂きたいと思っております。
ヒートシンクに限らず、MSPでは各工法に美味しい部分を利用して頂きたいので積極的に使用環境などを確認させて頂きます。
「他の商社はそんな事聞いてこないよ!」とお叱りを受けることもありますが、右から左に流すだけの仕事をするつもりはないので、お叱りを受けても聞くようにしております。
そんな面倒臭い系の技術商社で良ければ、お困りごとをご相談下さい。
様々な工法の協力会社とタッグを組み、必ずお役に立てる提案が出来ると思います。
お問い合わせをお待ちしております。
============
担当 : 坪谷
電話 : 045-633-1056
Mail : sales@mspjpn.com
============
2022年4月26日 11:26 AM | カテゴリー:アルマイト, アルミ押出し材, ダイカスト, ヒートシンク・放熱板, 切削加工, 熱伝導度, 熱伝導率, 表面処理
2022年もすでに2月を迎え、コロナ禍でも素材の高騰に対応すべく慌ただしく毎日の業務に追われています。
設計に関する依頼も安定的にご依頼頂け、技術商社としてものづくりを縁の下で支えられていると実感できる今日このごろです。
今日は、あるお客様より頂いたお問い合わせに関するお話です。
「アルミパイプで大型フレームを作成したいが強度面が問題になっており、強度改善の為に断面形状で解決できないか?」
と言うお話を、ホームページを通じて頂きました。
「アルミ押し出し材の小ロット対応」と言うキーワードがヒットしたようです。
詳しくお話を伺い検討を重ねたった結果、断面形状で強度をアップさせてもご要望の満足させられない事がわかりました。
そこで、コスト面に問題があることは前提として・・・
「CFRP(カーボン)製ではダメですか?」と提案してみました。
アルミ押し出し材で異型の素材を作成し、それを金型としてカーボンを巻いて強度をアップさせる方法があります。
様々なケースがあるので、一概にどれだけの効果が出るかは安易に答えられないのですが、重量を抑えながら確実に強度をあげられます。
複雑な形状には対応できませんが、強度面でお困りの場合には一つの解決策になる可能性があります。
参考までに
CFRPとは、「Carbon Fiber Reinforced Plastics」の略称で、「炭素繊維強化プラスチック」です。
樹脂を炭素繊維に染み込ませ強化することで、樹脂単体よりも高い強度や剛性を得ることが出来ます。
CFRPが多く利用されているのは
ロボットアーム、ETCゲートバー、搬送装置用ローラー、回転シャフト、釣り竿、航空宇宙部品
など様々な分野で利用されています。
アルミ押し出し材とCFRPの複合材を設計し利用するのは簡単な事ではありませんが、MSPではお客様の困ったを解決できる一つの提案になると考えております。
アルミ押し出し材を利用しているが、たわみ量が大きく困っているなど御座いましたらお気軽にご相談下さい。
お電話でも構いません、ご連絡お待ちしております。
============
担当 : 伊藤
電話 : 045-633-1056
Mail : sales@mspjpn.com
============
2022年2月4日 10:11 AM | カテゴリー:CFRP, アルミ押出し材, 新技術情報, 材料について
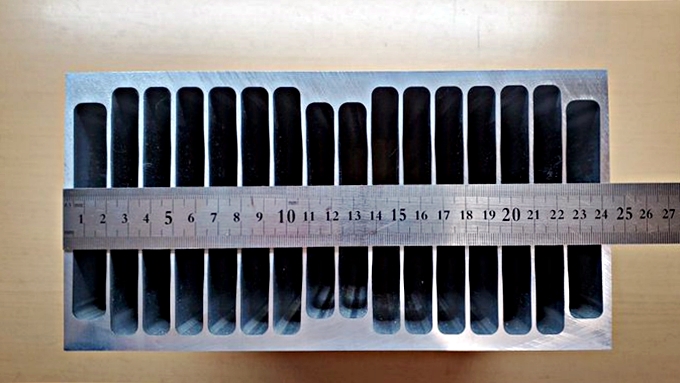
今回は、あまりお目にかかることのない形状「124CB244」に加工を行いました。
1mで24.25kgもあるので、安全な輸送のための梱包など普段以上に気を使いました。
本来ならドヤ顔で加工品の写真をアップしたいのですが、それは許されるはずもなく・・・
断面だけなら問題ないので
124CB244 類似品
弊社では、標準的な櫛形ヒートシンクの在庫を適宜保有しながら対応させていただいております。
フィン高さ 12、21、30、40
最近お引き合い頂きました例を上げますと
(ご理解頂きやすいように某メーカー様の呼称で表記します)
12BS196
12BS301
20BS146
30BS074
40BS165
この様な標準サイズを素に、お客様が設計された形状へと加工致します。
幅詰め、切り欠き、平面精度仕上げ、穴あけ、タップ、タップ強化、通電マスキング、アルマイト、塗装
ヒートシンクの加工を一通りお任せ戴ける体制をとっております。
小ロットから対応可能ですので、ヒートシンクでお困りの事があればご連絡下さい。
============
担当 : 坪谷
電話 : 045-633-1056
Mail : sales@mspjpn.com
============
2021年9月16日 5:57 PM | カテゴリー:アルマイト, アルミ押出し材, イリサート, ヒートシンク・放熱板, 会社情報, 材料について, 熱伝導度, 熱伝導率, 電子基板
「標準品じゃないんですが、2個だけ欲しいんです」
そう言うお問い合わせを頂く機会が増えています。
そんな時MSPでは標準品の高さを詰めたり、幅を詰めたりして使えないか提案させていただきます。
まずは、どの様なサイズが必要なのかご連絡下さい。
それに対応する標準品の近似サイズを探します。
幅詰め等を行った製品で良ければそのままお使いいただけます。
もちろん、取り付け穴加工や切り欠きなど必要な加工に表面処理もお任せ頂けます。
そのサイズで仕様を満足させることが出来なければ、カスタム品を切削で作る事も可能です。
最適なヒートシンクをお探しであれば、MSPまでご相談下さい。
お気軽にご用命をお待ちしております。
(お問い合わせ先)
営業担当 : 坪谷・伊藤
HP http://mspjpn.com/
mail sales@mspjpn.com
電話 045-633-1056
2020年1月27日 1:51 PM | カテゴリー:アルミ押出し材, ヒートシンク・放熱板, 切削加工, 熱伝導度, 熱伝導率
一年で一番寒い時期に差し掛かるにも関わらず、足元のヒーターだけで十分な暖が取れる、快適な新事務所で迎えた2020年も既に15日が過ぎました。
年明け早々バタバタと動き回り、こちらでのご挨拶が疎かになっておりました。
改めまして、皆様方のご健勝を祈念すると共に本年も引き続きご愛顧のほどよろしくお願い申し上げます。
2020年の目標は、「チャレンジ&チェンジ」になります。
その事を忘れないため、毎年恒例の指針熟語を今年も掲げました。

2020指針熟語
自新 :態度や心などを一新する
知新 :新しい知識を得ること
考新 :今までにない新しい考え
斬新 :従来になく新しいこと
日新 :日毎に新しくなること
新進 :ある分野に新たに現れ出たこと
新陳 :新しいことと古いこと
新標 :新しい目標
新芽 :新しく出た草木の芽
新墾 :未開の荒れ地を切り開くこと
過去を活かしつつ、過去に縛られること無く、具体的な行動に結びつけて行きたいと思います。
ゼロから全く新しい事に取り組むという意味ではなく、今あるリソースの中でブラッシュアップしながら新しい取り組みを行って行くというスタンスになります。
例を上げれば、アルミ押し出し材を利用した加工品を採用頂くためにMSPが提案出来る幅を広げたり、ヒートシンクや放熱板についても多くの方々にもっと知って頂くためのプロセスを改善する。
特にヒートシンク関連については需要の高まりを強く感じている中で、専業メーカーのレスポンスが落ちて困っている会社様が増えている事をヒシヒシと感じます。
これに対応するため、汎用技術プラスアルファのネットワークで少量多品種を効率よく生産出来る様に協力会社様と共に受注・生産・納品のプロセスをよりスムーズに行う為のシステムづくりを行います。
切削加工品についても最新の5軸加工機で高精度な部品を作らせて頂く事も大切ですが、フライス加工やボール盤に汎用旋盤を上手に活用できる提案を通じ、基礎技術を現場に残す為の受注活動も加速させて行く中で、新しい複合加工ネットワークの構築にも力を入れて行きます。
MSPでは最新の加工技術を駆使した高精度部品の生産はもちろんのこと、汎用技術に対するニーズを汲み取り、協力会社が持つシーズをベストマッチさせることがとても大切であると考えております。
汎用技術は派手さはなく、駄物加工などと揶揄される事もありますが、10年後、20年後の為に残していかなければならない技術の一つであるのは間違いないと確信しております。
この取り組みを通じ、この国から減りつつある汎用技術を持つ町工場に仕事を依頼し、廃業などを選択すること無く継続した事業活動をして頂ける為の一翼を担う事が、MSPの担う大切なミッションの一つと思っております。
長々と書かせて頂きましたが、創業時に掲げた理念「製造業の役に立ちたい」を具現化すべく2020年も派手さはありませんが愚直に一歩一歩前進して参りたいと思いますので、引き続きご支援とご厚情を賜りますよう宜しくお願い申し上げます。
代表取締役 伊藤昌良
2020年1月15日 8:30 AM | カテゴリー:アルミ押出し材, ヒートシンク・放熱板, 代表のメッセージ, 切削加工, 協力メーカー 技術紹介, 新技術情報, 熱伝導率, 簡易加工
(代表取締役 伊藤昌良より)
2004年4月1日創業、同年11月1日に決算期を9月末と定め設立し、早いもので15期目を終えることが出来ました。
ノロマなMSPの歩みを支えて頂きましたすべての皆様に心より感謝申し上げます。
本日より、16期目がスタートします。
今まで以上に社員ともども、皆様のお役に立てるよう微力を尽くし精進してまいります。
MSPの存在価値はどこにあるのかを真剣に考えれば考えるほどに「設備にとらわれない方法で、加工技術を選択できる」事を背景にした提案型営業だと思います。
ローテクと呼ばれる汎用技術を上手に活用できる営業スタイルも、この数年でだいぶ深化して来たのではないかと思います。
提案の中に「ローテクを忍び込ませる」事で普通にコスト競争力の高い見積りが出せたりするので、より一層磨きを掛けて行くのは当然ですが、そのローテクを保有する協力会社との連携強化も大切な取り組みだと思います。
MSPの営業スタイルに見た目の格好良さは必要ありません。
営業だけでなく、手も汚し愚直にモノづくりの中でいい仕事をするために働く。
アルミ押し出し材の小ロット対応、櫛形ヒートシンク、切削加工(マシニングセンタ、旋盤)、表面処理、組み立て、ネジ、ゴム、樹脂、バネ・・・
幅広い加工法を組み合わせつつ、ASSY工程を社内に取り込んだり、最後のちょっとした仕上げ工程を担うことで複数社で加工した部品の品質合わせを行ったり。
本当に些細な事ですが、右から左だけでは生み出せない付加価値を追求していきます。
重ねてになりますが、本日を迎えられたことは全ての皆様に支えられて来たお陰であると思っております。
これまで賜りました御恩は、存続し続けることで少しずつお返しして行く所存ですので、今後ともご指導ご鞭撻のほど宜しくお願い申し上げます。
初心を忘れず、心新たに16期目スタートです!
2019年10月1日 8:30 AM | カテゴリー:ASSY加工, アルミ押出し材, ヒートシンク・放熱板, 代表のメッセージ, 会社情報, 切削加工, 外観仕上げ部品, 社内作業, 社内加工

以前行ったある講演レジュメの叩き台を公開・・・
「アルミ押出形材」ってなに?
業界の方でも知らない方が多いのですから、一般の方は、普通にそう思うでしょう。
しかし、日本人なら誰もが毎日のように目にしているんですよ!
多くの人が、手に触れている可能性が非常に高いんです。
そんな身近にあるのに、よく知られていない加工法が「アルミ押出形材」なんです。
みなさんの身近な製品「アルミサッシ」が、この工法で製作されているんですよ。
ビルの外壁や、電車の荷棚にも使われています。
大型トラック荷台のアオリにも使われています。
新幹線の構造材や、自動車のバンパーだったりカメラの三脚や、オフィスのパーテーションの枠だったり
本当に多種多様な場所に利用されています。
パソコンのCPUを冷却する為に使われるヒートシンクなんかもあります。
毎日のように触ってませんか?
周りを見渡して、探してみて下さい。
街なかでも必ず目に触れるものです。
アルミ押し出しは、アルミの成形性がいい特徴を活かした量産効果の高い素晴らしい工法です。
しかし、素晴らしい半面デメリットもあります。
大前提として、金型投資が必要になります。断面積の小さな形状で、最低でも25万円以上必要です。
業界の常識で言えば最低ロット300kgを求められます。
切削加工に比べれば精度が出にくい。
代表的なA6063と言う合金は、強度がさほどない。
などの欠点もありますが・・・
これを凌駕するレベルでのメリットが多数あるので、みなさんが気が付かないうちに手の取るくらい普及しています。
こんな素晴らしい工法を持っろ少ないロットで利用したいと言う声にお応えして対応しているのがMSPなんです。
押し出し設計未経験の方でも、希望の形状や使い勝手をご教示頂き、対応可能な形状をご提案する事も可能です。
・切削品をもっと低コストにしたい
・板金加工品を集約して効率化を図りたい
・デザイン的に押し出しでカバーを作りたい
様々なご要望を頂き、一つ一つご検討させて頂いております。
アルミ押し出し材でお困りの方は、お声掛け下さい。
個人様でも対応しています。
個人事業主の方が他では相手にされなかったと言ってMSPにご連絡いただくケースは多いんです。
法人でも個人でも、ものづくりをしている事に差はありません。
デザイナーやクリエイターの方が沢山いらっしゃいます。
素材だけではなく、二次加工やアルマイトに塗装、簡易的な組付けまで一括で対応致します。
正式図でなくても結構です。
製作可能な形状を一緒に作り上げましょう。
まずは、お気軽にお声掛け下さい。
<a href=”http://mspjpn.com/” target=”_blank”>株式会社エムエスパートナーズのホームページ http://mspjpn.com/</a>
ホームページをご覧いただき、問い合わせフォームからでも構いませんし、お電話でも構いません。
一緒に楽しいものづくりをしましょう。
ご連絡お待ちしております。
これをベースに、アルミ押し出し材未経験者へ30分間でアルミ押し出しの魅力を伝えました。
地道にこう言う活動もしながら、アルミ押し出し材を利用する方を増やして行ければなと思っています。
2019年3月12日 11:05 AM | カテゴリー:アルマイト, アルミ押出し材, オリジナル商品, ショットブラスト, バフ仕上げ, ヒートシンク・放熱板, 切削加工, 外観仕上げ部品, 材料について, 熱伝導度, 熱伝導率, 社内加工, 簡易加工, 表面処理, 講演
年明け早々から、ヒートシンクに関するお問い合せを多数戴いております。
一例を申し上げますと、アルミ押し出しを利用した設計をされておりました。
断面幅が300mm近くあり、そのまま生産すると金型の投資費用が180万円近辺になると思われる形状です。
生涯ロットを確認させて頂きました所、500個程度だろうと言うお話でした。
このお話をベースで計算しますと金型償却費用で3600円/個となります。
一度金型を作ってしまうと設計変更も容易ではありません。
あらゆる前提条件を踏まえ、MSPからは標準の櫛形ヒートシンクと板金部品の組み立てで部品を作成する案を提示させて頂きました。
総コストはさほど開きがなく、初期投資の必要がなく、設計変更の自由度がアップするメリットがあります。
現在お客様にご検討頂いておりますが、好感触を得ております。
この様に、MSPではお客様が最終的に望まれる要件を加味しながら様々な提案をさせて戴いております。
ヒートシンクの調達でお困り事がありましたら、是非一度お問い合わせ下さい。
長年の知見を踏まえた上で、最適なご提案をさせて戴きます。
皆様からのお問わせをお待ち申し上げております。気軽にご連絡下さい。
(お問い合わせ先)
営業担当 : 坪谷・伊藤
HP http://mspjpn.com/
mail sales@mspjpn.com
電話 045-633-1056
2018年1月19日 11:40 AM | カテゴリー:ASSY加工, アルマイト, アルミ押出し材, ダイカスト, ヒートシンク・放熱板, 切削加工, 材料について, 熱伝導度, 熱伝導率, 社内作業, 表面処理
« 前のページ
次のページ »